




 Рейтинг: 4.0/5.0 (1723 проголосовавших)
Рейтинг: 4.0/5.0 (1723 проголосовавших)Категория: Инструкции
ну по сути вы же нарисовали все что сверху:) А вопрос - почему с Нсишки на пульт переход был произведен?
и вопрос второй: что по скорости и мощности ваш станок? акие типы двигателей? какой ампераж на них? каков шаг деления на драйверах выставлен? и какие скорости выставлены в пульте на режимах LOV и HIGHT?
просто сейчас подключаю электронику - и выбрать самый оптимальный вариант затруднительно.
движки стоят 86 на 4.2А
Драйвера тянут до 80 вольт и 8А.
работают бесшумно - не греются, на удержании беззвучны. Но скорость чтото не могу пока выставить. на 6 метрах пропускают шаги
У меня станок Халк, настольный, движки с фланцем 57*57мм ток на фазу 3А. Под НЦ студией работал на скорости не более 1,8 метра в минуту при заявленных 4 метра рабочих 5 метров быстрых перемещений (движки на тягу а не на скорость, ШВП 1605 стоят). При скоростях более чем 1,8 были сбои и пропуски шагов даже без нагрузки, на чистовой при сьеме 0,5мм толщины дерева. Поставил пульт гоняю на 4 метра, ускорения на полную, ни одного сбоя всё просто идеально работает. А первоначально целью было всего лиш сделать станок не зависимым от компа при резке. Кстати пульт очень точно возвращается к обработке после сбоя питания, даже на финишной обработке не заметно где именно сбой был а на НЦ ноль приходилось возвращать вручную по заранее заданной контрольной точке за пределами заготовки.
Что у кого реализовано по параметрам? какие постпроцессоры используете из под Арткама, Aspire(V-Carve)
как оформлено управление вращением шпинделя из под пульта? (конечно если и у кого оно есть).
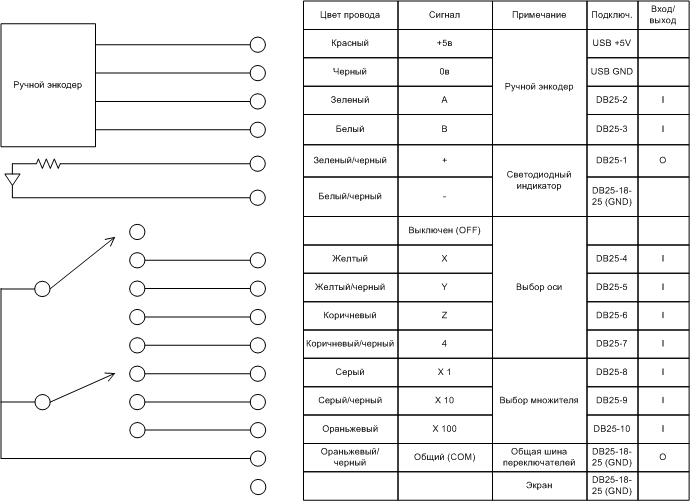
желательно схемку в какой строчке куда стрелочки (просьба если картинки прикладываете - не поленитесь - оформите в редакторе) накаляканные от руки не очень смотрятся.
Кстати вопрос к спецам: то что на картинке зачеркнуто (не подключать) я наивно полагал, что это дублирующий движок оси Y. У меня подписано как ось С(-Y). подключил а в ответ задница с этого разъема. решил проблему вывести с управляющего коннектора оси Y на два разных драйвера (оба осьY) - только полярность обмоток поменял, сейчас работают в паре
У меня шпиндель всегда разгоняется до максимально разрешенной настройками пульта скорости, то есть если включено 8 передач то раскручивается до 24 000 оборотов, а уже после старта УП я вручную с кнопок пульта снижаю скорость до нужной, нажимая Z-
Причем самое интересное, если после выполнения УП и остановки шпинделя нажать старт вращения вручную кнопкой ON/OFF то шпиндель раскрутится до того значения, с которым он завершал последнюю УП.
использую формат G-code(mm) .tap может быть другой надо?
Такой вопрос.
На пульте при установке нуля пользуюсь режимами High\Low (шаг 1 мм\0.1 мм), очень удобно
одно нажатие ниже выше 1 шаг соответственно.
Есть такая же штука в маче? По кнопке Tab пульт - одно расстройство и трата времени на
понижение\увеличение скорости подачи оси ( мож я не до конца с ентой штукой
разобрался)



















26 авг 2015, 16:41
balomut писал(а): так скачай инструкцию на пульт на русском - посмотри какие у тебя моторы и передачи на оси и забей заново вручную настройки - там не сложнее калькулятора всё настраивается .
Инструкция есть.В пульту есть функция обновить прошивку,в инструкции сказано что прошивка лежит не сайте,зашёл -нет,на диске к станку тоже нет, продавец не отвечает.Е ужели в нём нет кнопrи типа reset? Во всей электронике сейчас есть.
Вот эти что ли
26 авг 2015, 18:21
Алексей74 писал(а): Е ужели в нём нет кнопrи типа reset?
Алексей74. если бы ты написал что у тебя за ЧПУ было бы проще. На твой станок китайцы ставят разные ЧПУ.
Если речь про DSP пульт то делается так:
1. Выключаешь станок и ждешь пока экран потухнет
2. Жмешь и держишь зеленую кнопку
3. Включаешь станок с удержанием кнопки
4. Как экран загорелся через пару сек отпускаешь.
Появится сервисное меню типо запустить или переформатировать (будет написано типо format). Выбираешь и пульт переформатируется в заводские настройки.
Только запиши все настройки на бумажку прежде чем форматировать, а то потом будет много крику что я насоветовал и все стерлось
26 авг 2015, 18:26
aftaev писал(а): Только запиши все настройки на бумажку прежде чем форматировать, а то потом будет много крику что я насоветовал и все стерлось
В борьбе обретёшь ты право своё - говаривали социалисты-революционеры.
И они таки были правы.
Ибо ни что так долго не забывается, как многократное повторение одних и тех же действий.
Кстати, например записывание параметров в контроллер или программу.
26 авг 2015, 18:34
Алексей74. еще один ГЛАВНЫЙ момент - пульт сделала одна контора, а станок другая. Когда сбросишь настройки, они сбросятся в заводские настройки изготовителя пульта, а не изготовителя станка. Другими словами после этого у тебя станок МОЖЕТ вообще перестанет нормально ездить, а шпиндель запускаться
А изменил ты видимо скорости(стрелки вверх/вниз) шпинделя. вместо времени разгона шпинделя что делается в частотнике, а не пульте
Re: Сброс на заводские настройки. RZNC-D541626 авг 2015, 19:08
Спасибо за инфу. Мне как раз до утра хватит)))
Пульт RZNC-0501 вот такой у меня.
Вот смотрю инструкцию у меня точно по Z стоит не -DIR а другое значение
Не могу понять ,что такое LINEAR ACCELERATIO N что то станок рывком начинает движение,или мне кажется.Не этот параметр отвечает за это?
3.4.8 RESTORE DATA. Загружает настройки контроллера из внутренней памяти. -это как понять.
27 авг 2015, 06:50
Был у меня довольно большой опыт с этим пультом, так что поясню некоторые названия.
Есть у меня несколько официальных прошивок. Брал их с официального сайта и у менеджера фирмы (прислали на мыло). Ставить на свой страх и риск. Как ставить описано здесь. Лично мной проверены только 3 из них, последнюю ставил A11(блаблабла)(q10-498).pkg. А вот A11(блаблабла)(q11-529).pkg не пробовал, смущает то, что q11. а не q10 .
НО ПЕРЕД ТЕМ КАК ЧТО-ТО КРИТИЧНОЕ ДЕЛАТЬ. опишите детально, что у вас стало не так и как оно было до этого. Возможно, все решается изменением пары параметров и ничего перепрошивать не нужно.
Re: Сброс на заводские настройки. RZNC-050127 авг 2015, 11:15
Спасибо большое MX_Master .Но мне кажется все настройки станка в щите управления, вносятся в него через пульт,в зависимости от комплектующих,поправьте если не прав.
 3D-BiG 12 Май 2010
3D-BiG 12 Май 2010
В этой инструкции есть некоторые баги, но в общем она верна т.к. она для старой версии прошивок, а новая прошивка несколько отличается, но эти отличия вряд-ли заметят подавляющее количество пользователей (режим модернизации: 1.bin файл на самом станке сейчас не виден, а только с компа, а то что если поле модификации его сразу надо удалять - это обязательно, ибо можно убить комплект электроники начав случайную перепрошивку и прервав ее по питанию - в этом случае DSP-процессор умирает на программном уровне однозначно и без шансов на его оживление, а стоит эта железка очень серьезно и добыть ее стало очень проблемно - снята с производства и киты за нее ломят на заводе цену от души, сейчас с китайского на английский и наоборот с самого пульта переключить нельзя, есть еще менее заметные пункты), также некорректно описана работа с ZS-сенсором (здесь на форуме больше года назад я описывал для этого типа электроники процесс работы с датчиком поверхности ).
И ни в коем случае не подключайте пульт управления к этим станкам на горячую - с высокой вероятностью попадаете на проблемы, но этот случай могу лечить (да и еще ряд болячек этого комплекта электроники, но увы - не все).
 evgen1981 12 Май 2010
evgen1981 12 Май 2010
инструкция, не та. у меня пульт белого цвета и на самой станине эл. табло. Также у меня вопрос в арткаме задаю обороты 18000 или 20000, при запуске на табло (котороя на станине) значения оборотов не изменяеться. Должно ли это происходить автоматически (считывание с пораметров арткама) или нужно на станине задавать в ручную ( и там значение от 0 до 400, как разобраться в этих значениях?)
3D-BiG 12 Май 2010
Обороты на этих станках программно НЕ меняются - регулировка осуществляется с пульта частотника- то самое электронное табло на станике - крутим ручку и меняем частоту - индицируется в Герцах [об/с], а не в привычных [об/мин], а вот кнопочки на этом табло - не нужны - они для программирования частотника.
Если пульт как на приведенном фото, то это комплект электроники, как его называют поставщики станка, VectorSoft III, а по сути 0509 комплект, только с другим положением клавиш ( а соответственно прошивкой), поэтому классические прошивки на этот комплект не пойдут - клавиши будут не на своих местах, но описание по работе для 0509 и 0501 комплектов электроники- пойдет. Его Вам похоже недавно устанавливал Глеб Шкиль (должен был оставить русское описание для 0509 комплекта), или он у Вас самовозный?

Сообщение отредактировал 3D-BiG: 12 Май 2010 - 12:07
evgen1981 12 Май 2010

После включения станка в обязательном порядке нужно отогнать шпиндель домой, что бы он корректно определил свое положение относительно рабочего стола и прогреть шпиндель.
Запуск шпинделя для прогрева происходит так: на блоке управления задаем частоту 300 и жмем кнопку запуск/остановка шпинделя (ON/OFF).
Шпиндель греется 5 минут на заданной скорости, после чего поднимаем частоту до 350 и ждем еще 5 минут, 400 – и еще 5 минут.
Перед началом работы необходимо удостовериться в том, что настройки для станка правильные для этого открываем файл рабочие параметры станков и в нем находим рекомендованные установки для своего станка.
Работа с пультомДвижение в ручном режиме осуществляется кнопками X+, X-, Y+, Y-, Z+, Z-
Можно двигаться в шаговом режиме и режиме с перемещением на заданную дистанцию. Выбор режима движения осуществляется кнопкой MODE. Для режима ручного перемещения существуют 2 скорости высокая и низкая, выбор которой осуществляется кнопкой HIGN/LOW. Каждую скорость можно задать следующим путем: находясь в режиме ручного перемещения, например на низкой скорости, жмем кнопку STOP/CANCEL и входим в меню установок скорости перемещения по осям X Y Z и задаем значения, которые нам удобны для работы, последний пункт этого меню задает единичный шаг перемещения по всем осям.
В пульте dsp предусмотрена функция автоматического определения поверхности материала (Z=0). Укладываем на рабочий стол материал, подгоняем шпиндель таким образом что бы рабочий инструмент (фреза) находился над материалом поверхность которого хотим измерить, после чего между фрезой и листом материла располагаем датчик определения 0 и вызываем функцию автоматического определения 0 комбинацией кнопок MENU + ON/OFF.
Для того что бы задать Z=0 в ручном режиме, необходимо подогнать рабочий инструмент к материалу, аккуратно коснуться фрезой материала и нажать Z-0.
Рабочее начало координат задается нажатием XY-0.
Отправка файла на фрезерование (работа с файлами)Жмем кнопку RUN/PAUSE и выбираем где у нас находиться файл на флешке или на пульте (для выбора жмем ORIGIN/OK), находим наш файл и опять жмем (ORIGIN/OK). В результате появится меню выбора установок для резки: скорость процесса резки, скорость перемещения при переходе инструмента на другой объект или сегмент резки, скорость опускания фрезы при входе в материал. В процессе фрезеровки файла можно изменять скорость процесса - нажимая на кнопки Y+Y-, но скорость будет не более скорости установленной при отправлении файла на резку.
Если по какой либо причине требуется остановить резку файла – жмем STOP/CANCEL и задаем точку останова (например 1, всего можно запомнить до 8 точек, от 1 до 8). Для продолжения выполнения резки файла достаточно нажать комбинацию кнопок (RUN/PAUSE) и цифровой клавиши (в нашем случае 1). Будет отображено меню выбора установок резки файла (которые, если нужно, можно и изменить) после чего будет показано сообщение на какой линии произошла остановка, жмем ORIGIN/OK и процесс резки продолжается.
первое, что приходит в голову - воткните флешку с УП, задайте просчёт времени (PROCESS TIME), погоняйте функции работы с файлами (копирование, очистка и т.д.), сохранение/загрузка настроек. А так, х.з. чем ещё можно.
Сохранение, настройка не получится, проги на AutoNow А11S - нет.
Так а интерфейсную плату можно подключить? Проверить шнур, да и светодиоды какие может будут гореть.
Постпроцессор загружает и запускает обработку, но на этом и все что можно проверить. Иногда зависает, когда пытаюсь послать в дом, интерфейсной платы нет и лимитов нет, потому наверное из за ошибки виснет.
Отредактировано Chin (13-11-2014 23:33:33)
Поделиться 19 14-11-2014 01:53:18Сохранение, настройка не получится, проги на AutoNow А11S - нет.
А причём прога? Сохранять можно на флешку, используя меню пульта. Для этого прога не обязательна. Да и вообще она не даёт ничего такого, чего нельзя было бы сделать без неё с помощью флешки.
Так а интерфейсную плату можно подключить?
Не совсем понял о какой плате речь. К плате (контроллеру) на БП пульт и так должен быть подключён через LPT разъём, иначе как бы он у вас работал (включался/загорался) вообще? А если вы какую-то плату через USB - B (тот разъём, который рядом с шиной контроллера) подключить спрашиваете, то я не в курсе. Этот разъём предназначен как раз для использования с той прогой, которой у вас нет.
Постпроцессор загружает и запускает обработку, но на этом и все что можно проверить.
У вас явно какая-то путаница в терминах (или понятиях). Постпроцессор это не то, что можно загрузить (тем более - в пульт). Постпроцессор это то, через что выводится ваша траектория из CAM программы в файл с G-кодом. А уже этот файл вы загружаете в пульт. Если вы об этом и он загружается, уже хорошо. А ещё (я говорил выше) можно проверить работоспособность пульта воспользовавшись опцией расчёта времени обработки. Можно потом поменять значения прямолинейного и криволинейного ускорений, и рассчитать время обработки снова. Цифры должны будут измениться.
Отредактировано Jacky82 (14-11-2014 01:57:43)
Нет. конкретно ни чего! А у вас что то не работает по этим параметрам?
Не могу подключить концевики, они у меня механические.
Вы не могли бы глянуть этот раздел, настройки, начиная с х5
Отредактировано Chin (11-12-2014 18:08:23)
Поделиться 32 11-12-2014 19:06:48

Ясно, спасибо. Так как у Вас все работает, буду ориентироваться на ваши настройки.
Да, а бывают какие то зависания, глюки? У моего были несколько раз зависания, не помню конкретно, во время настроек.
Отредактировано Chin (11-12-2014 19:20:44)
Поделиться 34 11-12-2014 19:26:39Все вроде работает исправно! Будут вопросы, задавайте))) По настройкам могу еще фотки скинуть.
Поделиться 35 11-12-2014 19:29:35Все вроде работает исправно! Будут вопросы, задавайте))) По настройкам могу еще фотки скинуть.
Хорошо, спасибо. Буду иметь в ввиду.
Поделиться 36 12-12-2014 10:46:09Будут вопросы, задавайте
Есть вопрос. Я настраиваю концевики на работу как в Мач, а может здесь они работают по другому?
Расскажите как Вы запускаете станок, как происходит выход на ноли. Куда сразу еде станок в ноль или наоборот и т.д. и т.п.
Есть вопрос. Я настраиваю концевики на работу как в Мач, а может здесь они работают по другому?
Расскажите как Вы запускаете станок, как происходит выход на ноли. Куда сразу еде станок в ноль или наоборот и т.д. и т.п.
Сейчас попробую всё показать. только до гаража добегу!
И так. При включении станка пульт просит все оси вернуть домой
Станок все оси приводит в левый нижний угол стола
далее подвожу фрезу к заготовке по всем осям где будет 0.
на пульте обнуляю все оси
И запускаю Управляющую программу!
Отредактировано Trofimchik (13-12-2014 10:05:27)
Поделиться 38 13-12-2014 09:00:24Может у кого есть образец программы для DSP-18 4-оси?
О какой программе речь? мастеркам7 работает с 5 осями! но сам я еще не пробовал, ну скоро предстоит сталкнуться с 4 осью! Как попробую поделюсь опытом)))
Поделиться 39 13-12-2014 12:40:05При включении станка пульт просит все оси вернуть домой
Вот, вот. После того как Вы нажали ОК - станок начал двигаться. Куда, в плюс или минус, ну и т.д.
Для понимания определимся с нулём станка.
Если слева то я ничего не понимаю
Отредактировано Chin (13-12-2014 12:57:26)
Поделиться 40 13-12-2014 13:07:40Вот, вот. После того как Вы нажали ОК - станок начал двигаться. Куда, в плюс или минус, ну и т.д.
Отредактировано Chin (Сегодня 14:43:25)
Отредактировано Trofimchik (13-12-2014 13:32:07)
Поделиться 41 13-12-2014 13:56:29Там есть негатив и позитив! попробуйте поменять эти параметры! и домой станок будет заходить по другому
В этом разделе все понятно. Просто не получается подключать концевики. Инструкция не особо помогает. Едет не в ту сторону, хотя ноль так как надо.
Поделиться 42 13-12-2014 13:59:32Дом у меня в левом нижнем углу стола! Ноль можно выставить на пульте в любом месте. Концевики у меня такие
Работают от приближения металлических частей станка.
Отредактировано Trofimchik (13-12-2014 14:05:09)
Поделиться 43 13-12-2014 14:24:04Дом у меня в левом нижнем углу стола!
Как то вроде не правильно.
Рабочий ноль - это понятно.
Концевики у меня такие
А концевики у Вас с обоих сторон такие? Как они работают с другой стороны. Не могу понять что такое жесткие лимиты. С другой стороны должны сработать если будет сбой шагов и выйдет за рабочее поле или поедет пока не упрется.
С Хомом своим таки настроил. При изменении активного уровня - меняется и направление движения в Хом. Вот так то, ни звука про это в мануале.
Остается жесткий лимит..
При проектировании пультов управления систем ЧПУ фирмы делают всё возможное, чтобы упростить обслуживание станков, сделать его более удобным и простым даже при условии значительного расширения функциональных возможностей систем.
На ниже приведённых примерах пультов управления различных фирм можно заметить, что при всём их разнообразии, они имеют общую тенденцию в конструктивном исполнении: значительное сокращение числа клавиш за счёт разделения функций между ними. Как правило, внизу под экраном дисплея располагаются программные клавиши выбора режима работы системы: ручной, покадровый, автоматический, ручного ввода программ, редактирования, диагностики и т.п.
После выбора нужного режима начинают функционировать диалоговые клавиши, располагающиеся, как правило, справа от экрана (более подробное описание работы различных клавиш было дано в предыдущем параграфе).

Рис. 8.1. Пульт управления системы ЧПУ модели “Sinumerik” немецкой фирмы “Siemens”
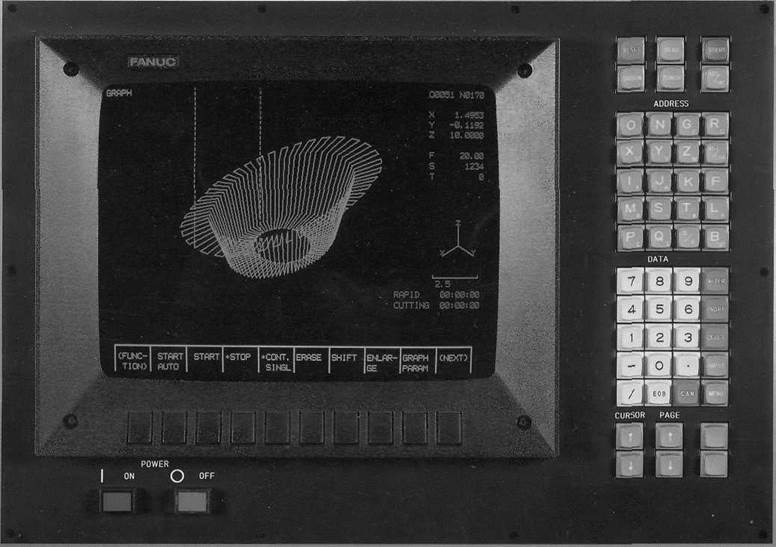
Рис. 8.2. Пульт управления системы ЧПУ японской фирмы “Fanuc”
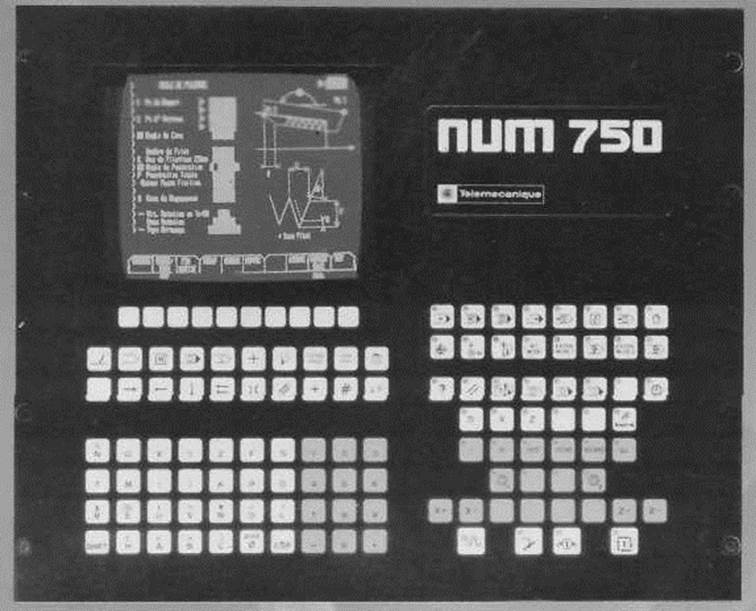
Рис. 8.3. Пульт управления системы ЧПУ французской фирмы NUM
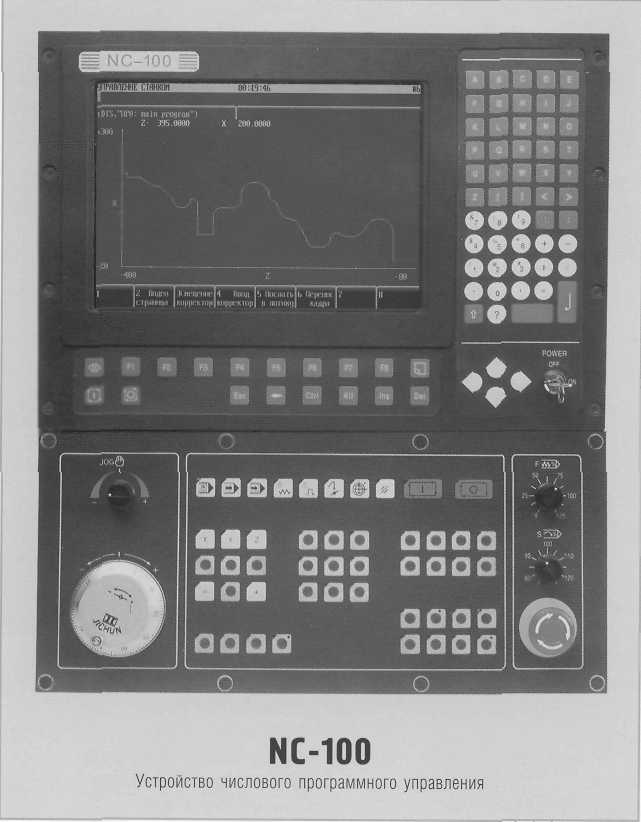
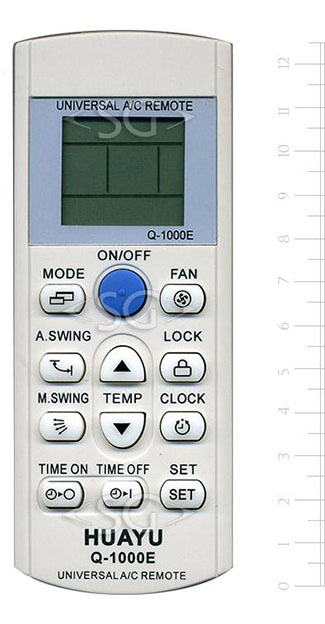
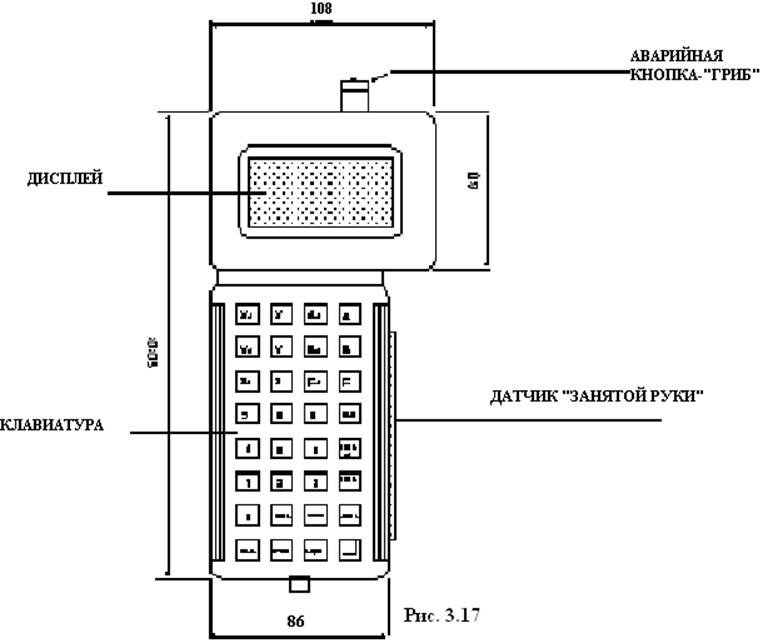
Рис. 8.4. Пульт управления системы ЧПУ модели NC-100
Помимо вышеуказанных программных и функциональных клавиш, разработчики предусматривают место для будущей установки или устанавливают дополнительные резервные клавиши с учётом дальнейшего развития функциональных возможностей систем.
На пульте обязательно имеют место буквенные клавиши для ввода адресов или текста, а также цифровые клавиши и клавиши управления курсором, отмены команд, удаления и т.п. Различные командные кнопки: пуска, установки в исходное положение рабочих узлов станка, начала цикла, сброса, смещения и т.п. Обязательное наличие кнопок включения и выключения системы, а также грибковидная красная кнопка аварийного выключения.
Во многих случаев, непосредственно на пульте управления размещаются поворотные переключатели корректировки скорости подачи и скорости вращения шпинделя в пределах от 0 до 120%.
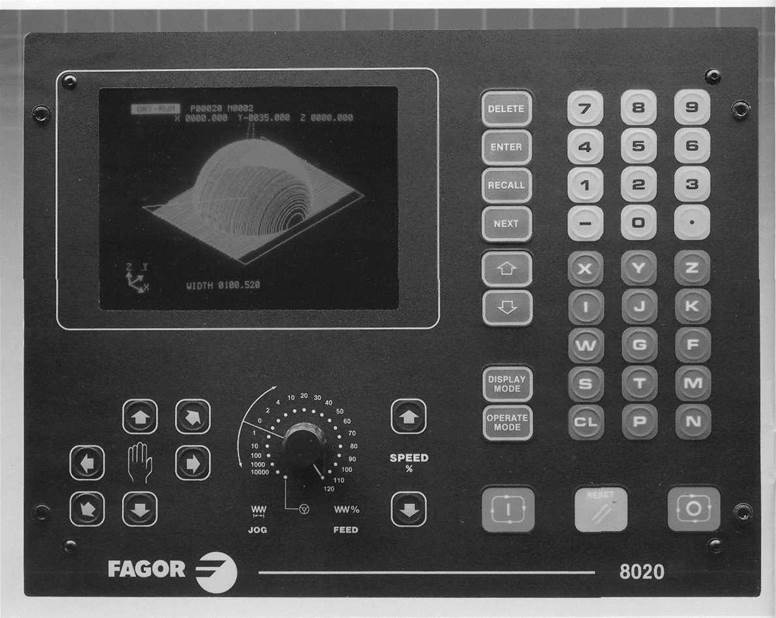
Рис. 8.5. Пульт управления системы ЧПУ испанской фирмы “Fagor”
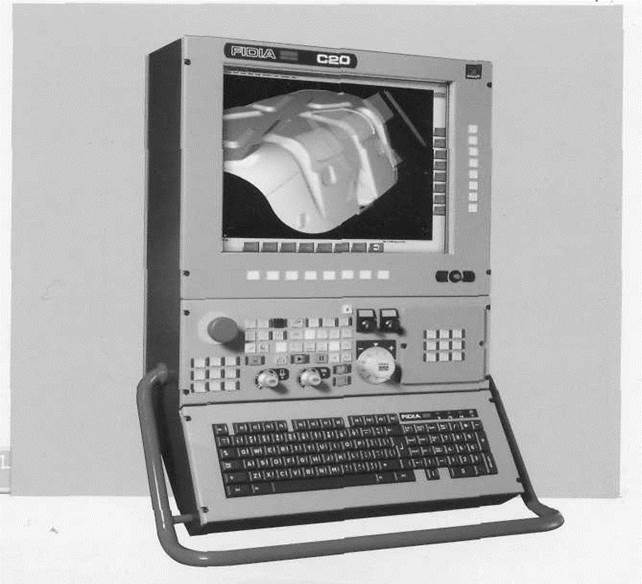
Рис. 8.6. Пульт управления системы ЧПУ итальянской фирмы “Fidia”
Похожие материалыSinumerik 802C base line — это система ЧПУ для управления двумя или тремя осями подачи и шпинделем с регулируемой скоростью (не может использоваться как C-ось). «Шпиндель» и оси подач используют аналоговое управление (±10В) и подключение инкрементальных датчиков обратной связи с TTL сигналом.
Семейство устройств ЧПУ SINUMERIK 802C base line имеет следующие особенности:
- исполнение единым моноблоком, имеющим компактные размеры
- програмное обеспечение входит в состав поставки
- простая и быстрая интеграция с компактными станками
- простое програмирование и удобное управление.
- SINUMERIK 802C base line обеспечивает простейший способ автоматизации станка.
Области использования: малые компактные токарные и фрезерные станки.
Технические и функциональные возможности ЧПУ SINUMERIK 802C base line:
- объем памяти для программ пользователя 256 Кб
- работа с загрузкой «бесконечных» программ через RS232
- 8-дюймовый LCD экран
- пленочная клавиатура
- 12 программируемых клавиш
- встроенные цифровые входы/выходы — 48/16
- одновременная линейная интерполяция до 3-х осей
- 3 кнопки и 2 индикатора процентовки подачи и шпинделя
- 2 маховичка
- различные виды компенсаций и смещений
- поддержка стандартных и собственных технологических циклов
- графическая поддержка программирования
- программирование электроавтоматики через RS232
- зыки интерфейса: русский/английский.
- Подключаемые компоненты:
- программатор или ПК по интерфейсу RS 232C
- преобразователи для двигателей
- дополнительный модуль входов/выходов ПЛК (расширение до 64 входов и 64 выходов).
SINUMERIK 802D sl – это система управления, которая объединяет все компоненты ЧПУ (NC, PLC, HMI) в одном устройстве. Через интерфейс DRIVE-CLiQ возможно подключить до 5 цифровых приводов.Из них 2 оси могут быть заявлены как шпиндели. Простое управление входами/выходами осуществляется через шину PROFIBUS. Такая конструкция обеспечивает очень простое и надежное подключение с минимумом соединительных проводов. Вместе с модульной структурой системы приводов Sinamics S120, система управления спроектирована для обеспечения максимальной гибкости. Объем функций системы управления делает ее идеальной для использования на стандартных токарных, фрезерных, токарно-фрезерных и шлифовальных станках, начиная с единичного производства и заканчивая 3-осевыми задачами производства пресс-форм. Наличие дополнительной неинтерполируемой оси в группе приводов, управляемой от PLC, расширяет область применения системы.

HEIDENHAIN пульт управления
ЧПУ предназначена для работы на обрабатывающих центрах, на фрезерных и сверлильных станках. Имеет встроенный блок управления цифровыми приводами. iTNC 530 может управлять 13 осями и шпинделем. Время обработки кадра составляет 0,5 мс. В качестве программной памяти используется жесткий диск. В двухпроцессорной версии оборудования iTNC 530 система дополнительно оснащена операционной системой Windows XP, которая позволяет использовать стандартные прикладные программы Windows.
Применяется по большей части на станках европейских производителей, например DMG:
DMC 70 eVolution
DMU 100 P duoBLOCK®
DMU 125 FD duoBLOCK®
DMU 125 P duoBLOCK®
DMU 160 FD duoBLOCK®
DMU 160 P duoBLOCK®
DMU 200 FD
DMU 200 P
DMU 340 FD
DMU 340 P
DMU 50 eVo linear
DMU 60 P
DMU 70 eVo linear
DMU 80 FD
DMU 80 P duoBLOCK®
p.s. HEIDENHAIN или Хайденхайн (DR. JOHANNES HEIDENHAIN GmbH) — немецкая компания, разрабатывающая и производящая системы ЧПУ, двигатели и привода к ним, датчики измерения линейных и угловых перемещений, круговые датчики, устройства цифровой индикации, аксессуары. Компания являетя мировым лидером в разработке и производстве прецезионных измерительных систем и систем ЧПУ. Штаб-квартира находится в Баварии, Траунройт.
FAGOR 8040 T / MC 8055 TC / MC
fanuc 0i
FANUC 0i mate-TC
Fanuc 0i MС
fanuc 0i-MC
Fanuc 16i
fanuc 18i
fanuc 20M
fanuc 3000 ремонт
fanuc 31
fanuc 802D
FANUC CNC
fanuc robot сверлильный станок
Fanuc Series O-Mate MC
Fanuc документация
fanuc описание
Fanuc.ru
FIDIA СИСТЕМА ЧПУ
KERN CNC Россия
siemens840d
Siemens ЧПУ
www.ЧПУ 2000
двигатель Fanuc AC model 30
документация fanuc 0i
Документация FANUC 0i Mate TC
документация Fanuc 16
инструкция fanuc
китай чпу
китайские станки чпу
материал для Обучение операторов станков с ЧПУ
металлообработка на ЧПУ с применением инструмента SANDVIK
обучение fanuc
обучение операторов ЧПУ
Обучение Система чпу fanuc
обучение ЧПУ
Описание GE Fanuc 0i Mate
описание ЧПУ "Fagor" CNC
отличие Fanuc 160i-M от Fanuc 160i-S
пособие по системе fanuc siemens на станках с ЧПУ
поставка чпу fanuc 0i
Привода Fanuc
програмист чпу в россии
ПРОГРАММИРОВАНИЕ + FANUC-31-A
прошивка ЧПУ фанук
Руководство оператора FANUC 0i-
руководство оператора schaublin 180 fanuc 18
Система управления Fanuc 0i-Mate
Система ЧПУ "Fanuc"
система ЧПУ 7 осей
система ЧПУ Fanuc
СИСТЕМА ЧПУ fanuc
Системы ЧПУ для управления лазерным комплексом
скачать документацию на русском языке Fanuc O
сравнение ЧПУ FANUC SIEMENS
станки FIDIA
станки с ЧПУ FANUC
станки с ЧПУ Siemens
станки ЧПУ HTC
станок высокоскоростной FIDIA K-211 c ЧПУ C20
схема станок с ЧПУ
тип станка siemens802 fanuc
учебная программа профессиональной подготовки операторов с ЧПУ
ЧПУ 0i-TC
ЧПУ FAGOR 8040 TCO
ЧПУ FANUC
ЧПУ FANUC 21
чпу fanuc обучение
ЧПУ Купить Siemens
ЧПУ Фирмы ФАНУК
чпу фрезерные
японский чпу
Спасибо за то что выбрали нашу продукцию!
Эта инструкция познакомит вас с продукцией компании и даст вам представление о компонентах системы, ее конфигурации, ит.д.
Данная инструкция так же снабдит вас детальной информацией о характеристиках системы, процессах ее установки, эксплуатации и обслуживания, а так же о требованиях безопасности при работе с устройством. Пожалуйста, внимательно прочитайте данную инструкцию перед установкой и использованием устройства – это поможет вам использовать его оптимально и продлить срок эксплуатации.
Компания не несет ответственности за повреждения и поломки, вызванные неправильным использованием устройства или нарушением техники безопасности.
1.Представление системы RichAuto ……………………………..…..стр. 4
1.1. Компоненты системы………………………………………….стр.
1.2. Описание каждого компонента……………………………….стр.
2. Инструкция по управлению с клавиатуры контроллера………. стр.
2.1. Представление…………………………………………………. стр.
2.3. Подробное описание кнопок…………………………………. стр.
3. Инструкция по подключению устройства…………………………стр.
3.1. Пошаговая инструкция по подключению RichAutо ………….стр.
3.2. Описание портов системной платы…………………………….стр.
3.3. Подключение оборудования……………………………………стр.
3.4. Ввод системы и панели управления в эксплуатацию…………стр.
4. Знакомство с меню панели управления……………………………стр.
4.1. Категории меню………………………………………………….стр.
4.2. Описание категорий меню………………………………………стр.
4.2.1. Настройка станка……………………………………………..стр.
4.2.2. настройки Auto Pro…………………………………………. стр.
4.2.3. системные настройки………………………………………. стр.
4.2.4. операции с файлами………………………………………….стр.
5. Управление станком………………………………………………. стр.
5.1. Возврат в начальное положение………………………………. стр.
5.2. Импорт файлов для управления станком……………………… стр.
5.3. Режимы ручной обработки……………………………………. стр.
5.4. Режимы автоматической обработки…………………………… стр.
5.5 Операции обработки……………………………………………. стр.
5.6. Продвинутая обработка………………………………………… стр.
Дополнение 1. Автоматическое обновление системы……………… стр.
Дополнение 2. Устранение возможных неисправностей…………… стр.
Знакомство с системой
RichAuto является числовой программной системой управления(ЧПУ), разработанной независимо компанией Beijing ruizhi tianhong, и может широко применяться как в машиностроении, так и в обработке древесины, пост-обработке литья, лазерной и плазменной резке металла и во многих других областях промышленности, в которых задействовано электронное управление техпроцессом.
Ключевое место в системе управления RichAuto занимает технология DSP(цифровая обработка сигналов). Микроконтроллер представляет систему высокоскоростной обработки операций; системы PLC(программируемый логический контроллер) не подходят; используется встроенное оборудование; высокая степень интеграции; высокая стабильность работы, простота установки и настройки; поддержка U disk; высокая скорость передачи данных; поддержка интерфейса USB, поддержка Plug&Play.
1). Стандартное управление движением по трем осям(Z,X,Y). Поддержка управления осью вращения(С). Позволяет переключаться между режимом обработки поверхности и режимом сверления. Расширенный режим управления четырьмя осями в пространстве(Z,X,Y,C). Реализация блокировки управления по всем четырем осям.
2)Большое количество портов ввода\вывода. По умолчанию их количество равно 8. Есть возможность расширения до 32х портов ввода\вывода.
3) Поддерживает все стандартные виды G кода, инструкции формата PLT(графические файлы-инструкции), поддерживает большинство международных автоматизированных систем технологической подготовки производства, таких, как Type3, ArtСam, UG, Pro / E, Master CAM, Cimatron, Wentai.
4)Обеспечивает защиту от отключений электропитания. Использует мгновенное автоматическое сохранение текущей выполняемой программы, включая файл инструкции, текущую стадию обработки, скорость вращения, время остановки шпинделя.
После восстановления электропитания система предложит пользователю продолжить выполняемую программу.
5) Поддерживает запоминание и хранение до 8 прерванных программ.
6) Мультисистемная функция памяти. Поддержка 9 различных систем координат, между которыми может переключаться пользователь, для каждой системы предусмотрена функция сохранения рабочей информации.
7) Поддерживает возможность настройки рабочей частоты поступательных движений шпинделя без остановки рабочего процесса. Частота операций шпинделя разделена на 8 пороговых значений, от 0 до максимальной частоты поступательных движений, и переключаться между ними можно без остановки шпинделя
8) Поддерживает возможность настройки коэффициента скорости вращения не прерывая рабочий процесс. Пользователь может настроить коэффициент скорости, рабочую скорость вращения и холостые обороты в значениях от 0,1 до 1 с ходом в 0,1
9) Простой ручной режим работы. В ручном режиме система предлагает три подрежима: продолжительный, пошаговый, и полный цикл. Ручное управление становится более простым и удобным.
10) Распознает такие типы программного кода, как F и M, есть возможность подключения пользовательских библиотек
11)Встроенный модуль памяти емкостью 512Мб
12) Уникальный форм-фактор – устройство выполнено в виде рукоятки с экраном, которую можно держать одной рукой
13) Поставляется с портом USB, имеет поддержку U disk, высокоскоростную шину контроллера внешних интерфейсов
14) Функция самотестирования, система поставляется с возможностью тестирования входных и выходных сигналов, что удобно при удаленном техническом обслуживании системы
15)Рабочий процесс, управляемый с устройства, становится боле быстрым и ровным, обработка материалов осуществляется с высокой точностью и скоростью.
16) Уникальная возможность переключения между двумя видами интерфейса дисплея – китайским и английским. Возможность переключения языковых режимов во время рабочего процесса
17) Поддержка нескольких языков. Поддерживаются: упрощенный китайский, традиционный китайский, английский, русский, французский и другие языки, которые пользователь может загрузить в соответствии со своими нуждами
18) Система поддерживает автоматическое обновление через сеть, есть возможность удаленного управления техпроцессом и удаленного технического обслуживания
1.2.Описание каждого компонента
Ручной контроллер управления движением включает в себя следующие модули:
1)LCD-экран с разрешением 128х64мм. Служит для отображения направления движения и другой информации, такой, как системные настройки
2)Клавиатура. Содержит 16 кнопок, предназначенных для ввода настроек системы и непосредственного управления техпроцессом.
3)интерфейс U disk. Интерфейс для подключения внешних модулей памяти USB. Файловая система подключаемых модулей должна быть либо Fat16/32.
4)в нижней части пульта находится разъем для подключения 50-pin кабеля.
5)также в нижней части пульта находится интерфейс для подключения mini-USB. Подключение информационного кабеля USB. Служит для связи между компьютером – хостом и ручного контроллера.
1.2 Плата адаптер(или интерфейсная плата).
Коммуникация между основным компьютером и самим станком осуществляется при помощи интерфейсной платы. Ее можно разделить на 5 компонентов:
1)Вход для 50-pin кабеля. Этот кабель и соединяет механизм привода станка с системой RichAuto.
2) Выходные клеммы управления. Через них осуществляется контроль над пуском и остановкой шпинделя, а так же над скоростью вращения. Разные способы подключения ведут за собой разные варианты управления. За более подробной информацией обращайтесь в раздел Помощь, «Настройка шпинделя».
3) Входные клеммы управления. Входной терминал для получения информации обратной связи от станка.
4) Клеммы подключения электропитания. Входной терминал для подключения питания от блока питания (DC24V 3A)
5) Клеммы выхода управления двигателем. Выходной терминал для подключения кабеля управления двигателем.
1.3. Кабель 50-pin для передачи информации.
2.Инструкция по управлению с клавиатуры контроллера
Ручной контроллер управления движением содержит 16 функциональных кнопок в соответствии с функциональными требованиями системы. Каждая кнопка имеет несколько функций в зависимости от режима работы клавиатуры и самого устройства.
Стандартный макет в 16 кнопок
Макет с китайскими кнопками
В системе управления RichAuto использованы два типа команд с помощью кнопок ввода: однократные нажатия одной кнопки или комбинации кнопок.
Одно нажатие: Следует нажать одну кнопку на Ручном контроллере управления движением.
Комбинация кнопок: Для назначения определенных команд и операций требуется одновременное нажатие нескольких(двух и более) кнопок. Данное действие состоит из двух этапов: нажмите и держите(зажмите) функциональную кнопку, затем нажмите дополнительную кнопку(см. в таблице), и, наконец, отпустите обе кнопки для подачи комбинированной команды.
Ниже мы приводим список распространенных комбинированных команд:
Заметка: все обозначения на контактных разъемах нанесены для чтения слева направо.
3.3.Подключение оборудования
Требования к установке: при подключении электропитания между источником и устройством следует добавить фильтр для предотвращения перепадов напряжения. Рекомендуемые характеристики источника: 24V 3A.
Система RichAuto реализует управление через подключение встроенной карты-интерфейса и собственно станка с ЧПУ. Терминалы встроенной карты-интерфейса делятся на интерфейсы входа и выхода.
Входные терминалы включают в себя:
Выходные терминалы включают в себя:
Mechanical origin switch – механический переключатель
Cutter – резец
Cutter – резец
Power Supply – источник напряжения
Spindle motor – двигатель шпинделя
Driver alarm signal – тревожный сигнализатор привода
Hard limit switches – ограничители движения по осям X,Y, Z
E-stop switch - переключатель остановки двигателя
J2 подключения управления возвратно-поступательным движением по оси X(Z и Y так же)
YASKAWA SERVO DRIVER – сервопривод Йосикава
Positive direction hard limit – ограничитель движения в положительном направлении
Negative direction hard limit – ограничитель движения в отрицательном направлении( относительно установленной системы координат)
J7 – инвертер шпинделя
Статус 2 – шпиндель старт\стоп:
Frequency converter – регулятор частоты
Соответствующие настройки шпинделя:
8 статус: шпиндель: Старт – S1 – первая скорость, S2 – вторая скорость, Sn – скорость n, когда шпиндель остановлен, экран отображает скорость Fn – скорость перед остановкой шпинделя.
3 линии 8 статусов
Соответственная настройка шпинделя:
Внимание: в некоторых системах с ЧПУ FWD и DCM подключаются параллельно. Мы рекомендуем не подключать Y1 (S0) в таких ситуациях – вам просто нужно будет подключить DCM к GND клемме карты.
Выходные соединения: Y5 – выходной терминал индикатора статуса, и Y6 – рабочий индикатор:
4. Знакомство с меню панели управления
4.1. Категории меню
Меню системы RichAuto подразделяется на несколько подменю: machine setup,auto pro setup. system setup ,operate file. version view, каждое из которых имеет соответствующие подразделы.
4.2. Описание категорий меню
Настройки параметров контроллера применяются для настройки оборудования. Эти параметры устанавливаются производителем оборудования в соответствии с его типом. В случае, если пользователю необходимо сменить эти параметры, следует удалить заводские настройки.
Схема меню контроллера:
Устанавливает число импульсов для перемещения на единицу длинны. Pulse/mm зависит от установленного шагового двигателя, величины передаточного числа двигателя-рейка, двигатель шариково-винтовая пара, установленного числа деления шага (на драйвере двигателя). Если значение не известно, то его можно подобрать экспериментальным путем, меняя значение и проверяя величину перемещения.
Таким образом, формула для драйвера шагового двигателя выглядит так:
Количество импульсов = (360/ шаговый угол*driver subdivision)/(шаг винта*коэффициент трансмиссии)
Описание формулы: шаговый угол – это угол. определяемый параметрами шагового двигателя, шаг вращения шагового двигателя.
Подразделение драйвера, установленное драйвером.
Шаг винта: расстояние, на которое передвигается гайка при одном обороте.
Количество импульсов = (360/шаговый угол*подразделение драйвера)/(модуль рейки*число зубцов*∏*коэффициент трансмиссии)
Выберите ? «pulse equiv», выберите для изменения значений при движении в положительной полуоси Х, или для изменения значений при движении в отрицательной полуоси Х, нажмите. нажимайте цифровые кнопки для ввода новых значений, нажмите чтобы сохранить значения. Курсор передвинется автоматически на следующую строку и вы сможете последовательно задать нужные значения для осей Y и Z. Затем нажмите. чтобы сохранить все значения и перейти обратно в меню «pulse equiv».
(2) Зона обработки(«table size»)
TABLE SIZE задаёт размер рабочего поля для всех трех осей. Поскольку система
использует не аппаратные, а программные ограничители на осях, размер обрабатываемого рабочего поля должен соответствовать действительному. При корректно установленном
размере обрабатываемой области и выполнении операции HOME или GOTO HOME,
система не допустит выхода инструмента за пределы рабочего поля. При выходе за
пределы рабочего поля, на экране появится надпись: OVER THE LIMIT
При входе в это меню курсор автоматически выберет ось X. Введите необходимое
значение и нажмите. что бы сохранить новое значение. Перемещение по
значениям осей осуществляется кнопками и. Кнопки. и
другие цифровые кнопки не могут использоваться как перемещение курсора, они вводят
соответствующие цифровые значения. Если установлены некорректные значения,
возможно либо недоиспользования всей зоны обработки, либо повреждение станка.
Если размеры обрабатываемой детали превысят размеры рабочего поля, система
выдаст предупреждение о невозможности обработки. Измените, размеры детали, чтобы
они соответствовали размеру рабочего поля.
«table size» - перейдите в меню «table size», нажмите или чтобы значение изменяемым, нажмите. введите измененное значение, нажмите чтобы сохранить его, курсор автоматически переместиться на следующую строку, и вы сможете последовательно задать нужные значения для осей Y и Z. Затем нажмите. чтобы сохранить все значения и перейти обратно в меню «table size».
Задержка шпинделя (Spindle Delay):
Устанавливает время запуска шпинделя в мс. Так же это значение определяет, через какой промежуток времени система запускает шпиндель после чтения файла по обработке.
Скорость перемещения по осям при перемещении в дом (Home setup)
Устанавливает скорости движения по каждой оси и возврат в начальное положение. Скорости по умолчанию. X,Y – 3000 мм/мин, Z – 1800 мм/мин
Колибровка по осям (последовательность)
3)Z,Y,X 4) только Z
7) Y,X,Z 8) начальное положение XY
9) X, начальное положение Y 10) Y, начальное положение X 11) без начального
Начальное направление: установка движения по каждой оси в направлении начального положения, это настройка зависит от расположения начальной позиции фрезы. То есть, если начальное положение установлено на положительной полуоси, начальное направление следует задать как «positive», и наоборот.
Настройка: перейдите в меню «home dir», нажмите или чтобы изменить значение, нажмите для изменения начального направления, затем нажмите на для сохранения изменений.
(5) Настройка напряжения (Voltage setup )
Эта опция используется для настройки состояния входного и выходного напряжения, ↓ означает, что терминал открыт и работает нормально, ↑ - закрыт и работает нормально.
Стрелочки, направленные вниз и вверх.
Стрелочки, направленные вверх, отвечают за настройку входного напряжения:
Установите состояние напряжения входного терминала. Переменные значения напряжения – 4(0,1,2,3) соответственно для нулевой точки оси X, нулевых точек осей Y и Z, и для самого инструмента (фрезы).
Стрелочки, направленные вниз.
Стрелочки, направленные вниз, отвечают за настройку выходного напряжения. Установите состояние напряжения выходного терминала. Переменные значения напряжения – 4(0,1,2,3) соответственно для включения/выключения шпинделя и статуса напряжения для режимов multi-step 1, multi-step 2, multi-step 3.
Настройка: войдите в меню «input voltage setup» или «output voltage setup», нажмите и для того, чтобы навести курсор, затем нажимайте или чтобы изменять стрелочки, направленные вверх или вниз соответственно, затем нажимайте для изменения состояния напряжения.
(6) Датчик положения нуля осиZ обрабатываемой детали (C.A.D. Thickness )
Этот параметр должен быть установлен точно в соответствии с реальными параметрами, иначе фреза будет либо резать струбцину, либо не будет касаться заготовки. Этот параметр применяется только в случае, когда пользователь выбрал автосмену инструмента.
(7) Ограничение максимальной скорости (Max Spd Limit )
Устанавливает ограничение максимальной скорости.
If line=3,Spindle Statues=23=8
Когда система использует мульти-степ для контроля скорости шпинделя, пользователь может изменить этот параметр. Этот параметр должен соответствовать подключению выходного терминала шпинделя. За большей информацией перейдите к разделу «настройка шпинделя».
(10) Проверка входного сигнала (Check Input)
1,2,3: сигнал осей X,Y,Z 4: входной сигнал от инструмента(фрезы)
5-7: тревога драйвера, жесткое ограничение движения, сигнал остановки двигателя.
(11) Проверка выходного сигнала:
1: сигнал включения/выключения шпинделя; 2-4: сигнал скорости шпинделя; 5: тревожный сигнал драйвера; 6; сигнал рабочего светового индикатора
(12) Очистка кэш-памяти.
Проведение дефрагментации и проверки на наличие ошибок. Проводите ее каждый раз после обновления системы.
(13) временной лимит режима «Distancemode»
В случае, если вы выбрали режим «Distance mode» и станок не выполнял никаких движений за определенный промежуток времени(по умолчанию 30 секунд), система автоматически переключается на режим «Continous mode».
2.Настройки в категории менюAutoProSetup
Данное подменю содержит настройки рабочего процесса, а так же настройки рабочего файла-макета.
Структура подкатегорий AutoProSetup
Этот параметр служит для боле стабильного ведения прямых и кривых линий. Обозначение: мм/с 2 По умолчание значение ускорения равно 800мм/с 2
(2)Рабочая скорость(Work Speed)
Обозначение: мм/мин. Включает в себя рабочую скорость и быструю скорость. По умолчанию, рабочая скорость равна 6000 мм/мин, а быстрая – 3000 мм/мин
(3)Безопасная высота(Safe Height)
Этот показатель определяет, насколько глубокой может быть обработка заготовки
(4)Aвтоматическая градация(Auto Scale)
Скорость Auto Pro = auto scale*рабочую скорость. Не распространяется на быструю скорость.
Включает нисходящую и восходящую градации, по умолчанию нисходящая градация равна 0,200, а восходящая – 5.000 мм .
(6)StopStatue) Статус остановки
Настройка позиции остановки после режима AutoPro
Для установки позиции окончания работы, нажмите или для поиска нужного значения, и затем нажмите. и введите новое требуемое значение.
Нажмите чтобы сохранить изменения. Снова нажмите чтобы перейти к следующему подменю:
Нажмите или чтобы сменить значение статуса и потом чтобы сохранить изменения.
(7)Настройка обработкиG кода (GCodeSetup)
Устанавливает специальные режимы выполнения G кода, а именно, M,T,F,I,J,K. За более подробной информацией обращайтесь к разделу «Настройка G кода».
(8)Лимит вращения(Circle Limite)
По умолчанию лимит вращения системы – 1000.000
(9)Рабочие параметры(Work Array)
Установка рабочих параметров, содержащих параметры итогового изделия. Включает в себя: количество столбцов, количество строк, положение столбцов, положение строк, временной интервал(единицы:мс).
(10)Стартовая скорость (Start Spd)
Единица: мм/мин. Стартовая скорость системы по умолчанию: 100.000 мм\мин. Уменьшает шум от работы мотора на низких оборотах, двигатель разгоняется плавно со стартовой скорости до рабочих оборотов
3.Системные настройки
Структура меню системных настроек